SUSTITUCION DE ELEMENTOS FIJOS
Los diferentes sistemas de
unión son uno de los factores que más influyen en el desarrollo de los procesos
de reparación. A nivel general, los sistemas de unión utilizados en la
fabricación de carrocerías se pueden clasificar en dos grandes grupos que se
diferencian en la facilidad para desmontar o eliminar la unión: Uniones desmontables y uniones fijas.

La carrocería incide de forma importante en la satisfacción de
cada una de las exigencias de los vehículos actuales: seguridad, confort, consumo,
etc...
Por ello, cuando se haya de proceder a la reparación de una de
estas estructuras, deberán garantizarse los niveles de resistencia y
deformabilidad originales, sin descuidar el aspecto estético. Si se dispone de
herramientas necesarias los trabajos de sustitución se pueden realizar
fácilmente.
Ante
una pieza de la carrocería dañada, después de una primera inspección se deberá
valorar si se repara o se sustituye en función de los daños que presente hay
que tener en cuenta factores como la deformación, accesibilidad a la zona
,sistemas de unión, comercialización del recambio , etc...
Si se opta por la sustitución habrá de hacerse con buenas
herramientas y siguiendo un método adecuado con el objetivo de causar el menor
daño posible a la carrocería. A continuación se citaran los procesos de sustitución
más representativos.
SUSTITUCIÓN DE PIEZAS DE LA CARROCERÍA
Como
ya hemos comentado, las piezas de la carrocería pueden presentar sistemas de
unión móvil o fijo, por lo que, las herramientas a emplear y la técnica a
seguir serán distintas en un caso u otro.
Con el sistema de unión móvil se facilita la reparación.
Normalmente, las piezas que presentan este tipo de fijación tienen una
siniestralidad relativamente alta. Suelen ser aletas delanteras, frentes
completos, aletas traseras. Quedan excluidas las piezas articuladas como
portones, puertas y capos.
Para
la sustitución de estas piezas deben tenerse en cuenta los siguientes pasos,
como norma general:
- Quitar todos los accesorios que molestan en el desmontaje de la
pieza, como molduras, faros, pilotos, paragolpes, rejilla frontal, etc.
- Desmontar la pieza
- Presentar la pieza nueva sobre la carrocería y fijarla.
- Ajustar la pieza
- Aplicar los tratamientos anticorrosivos, pintura de bajos,
selladores de juntas.
- Montar todos los accesorios.
Otro
tipo de sustitución es el que presenta la mayoría de las piezas de la
carrocería, es un sistema de unión fijo, éstas están ensambladas con soldadura
debiéndose poner en práctica para su sustitución las técnicas de corte y
desgrapado y las técnicas de soldadura.
Los pasos para la sustitución de una pieza con sistema de unión
fijo son los siguientes:
- Desmontar los accesorios que interfieran en la
sustitución
- Retirar el panel dañado, con herramientas y técnicas de corte y
desgrapado apropiadas.
- Preparar las pestañas para que sirvan de apoyo a la pieza nueva.
- Aplicar tratamientos anticorrosivos previos a la soldadura.
- Presentar y ajustar la pieza
- Soldar provisionalmente para prescindir de las mordazas de
fijación.
- Poner tratamientos anticorrosivos y montar todos los
accesorios.
SUSTITUCIÓN POR SECCIÓN PARCIAL
Se le llaman sustituciones parciales, a aquellas operaciones de
reparaciones de la carrocería en la que no se cambian las piezas enteras, sino
parte de ella; por ejemplo cuando se sustituye parcialmente una aleta en vez de
la aleta completa.
Este tipo de reparaciones solo se pueden realizar si el fabricante
del vehículo contempla en sus manuales donde se detallan los elementos en los
que se pueden realizar líneas de corte que se puedan trabajar, en función de
las características constructivas en su resistencia. Si el corte se realiza por
un lugar distinto al indicado por el fabricante la carrocería no tendrá las
fuerzas estructurales para la que había sido diseñada.
Terminada
la reparación la calidad del acabado debe ser igual que si se hubiera
sustituido la pieza completa.
Las
sustituciones parciales se realizan en aquellas piezas en las que se emplearía
mucho tiempo para su desmontaje, como: los estribos bajo puerta, los pases de
rueda o los pilares. También se realizan este tipo de reparaciones en piezas
cuyo desmontaje no es tan costoso como aletas, paneles exteriores, etc...
En ambos casos se produce un abaratamiento del coste de
reparación, bien por ahorro de material o tiempo de reparación. Por otro lado,
se elimina la posibilidad de producir daños en las piezas cercanas, y cambios
en las características constructivas.
Estos
factores hacen que las reparaciones parciales estén cada vez más extendidas en
todos los vehículos, fabricándose recambios expresamente para estas
reparaciones.
La
sustitución de una pieza no tiene por que implicar un reemplazamiento total de
la misma, sino que, en muchos casos podrá optarse por una sustitución por
sección parcial. Lógicamente, donde más sentido tiene hablar de este tipo de
operación es en aquellas piezas que representan un sistema de ensamblaje fijo,
pues en la que lo presentan móvil puede resultar más conveniente su sustitución
completa.
Ventajas
de la sustitución por sección parcial
La
sustitución por sección parcial o de ahorro se ha convertido en una de las
alternativas contempladas por los fabricantes para la sustitución total de la
pieza.
Siempre que sea posible es recomendable optar por este tipo de
operación, pues, en líneas generales, se conseguiría:
- Reparar causando el menor daño posible al vehículo.
- Reducir el tiempo de trabajo al disminuir los montajes y
desmontajes de los accesorios.
- Ahorrar recambios
- Evitar el montaje y desmontaje de los conjuntos mecánicos cuando
los daños estén localizados.
- Mantener la protección anticorrosiva al no destruir
totalmente las protecciones originales del vehículo.
La
sustitución parcial de estas piezas no presenta las mismas exigencias que la de
los elementos interiores, y las líneas de corte pueden adaptarse con más
libertad a las características del daño, de la pieza y del vehículo. La
sustitución parcial de elementos exteriores, tiene además, la posibilidad de
usar los adhesivos estructurales como método alternativo a la soldadura.
TIPOS
DE CORTE Y DESGRAPADO
Realizando
la clasificación en dos grandes grupos de tipos de corte y desgrapado,
podríamos partir de:
- Los cortes y desgrapados de desecho utilizados en las
sustituciones totales.
- Los cortes y desgrapados de precisión, realizados en
las sustituciones parciales.
HERRAMIENTAS
- sierra de vaivén, circulares, orbitales.
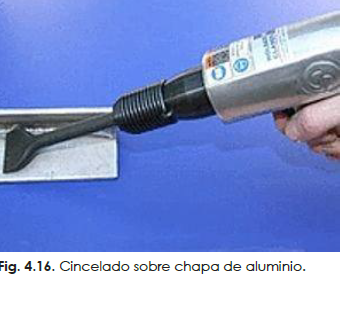
- Martillo cincelador neumático.
- Cizalla manual neumática.
- Punzonadora roedora.
- Amoladora radial.
- Tijeras de mano.
-
Cincel y cortafríos.








SUSTITUCIÓN DE ELEMENTOS FIJOS
La calidad de la
sustitución va a depender de la correcta ejecución del proceso, respetando las
líneas de corte que propone el fabricante. En algunos casos, como el de la
figura sólo se hace referencia a que el corte se puede realizar antes o después
de determinados puntos que el chapista identifica fácilmente.

Para realizar el caso práctico de
una sustitución parcial de un elemento exterior se ha escogido el de una aleta
trasera que tiene un sistema de unión por soldadura por puntos de
resistencia.
1. La operación comenzará con el
desmontaje de todos los accesorios y guarnecidos necesarios, se retirará el
paragolpes trasero para dejar al descubierto la unión entre la aleta y el
faldón.
2. Al ser la aleta trasera derecha
la que dispone de la boca de llenado del combustible, y al ser este rígido, se
hace necesario su desmontaje.
3. Retirar la tapa de acceso a la
boca de combustible.
4. Con un disco de acero trenzado,
descubrir los puntos de soldadura de todo el contorno de la aleta.
5. Desgrapar los puntos de soldadura
con una despunteadora. Aquellos inaccesibles para la despunteadora, se
eliminarán con un taladro provisto de una broca con un ángulo de corte de 180º.
6. Con un cortafríos, se termina por
retirar los puntos desgrapados y con la sierra se cortan los extremos de la aleta,
por donde va a ser sustituida.
7. Con la radial se eliminan de las
pestañas los restos de material que hayan podido quedar al desgrapar los puntos
y con un disco de alambre impregnado en resina, se eliminan los revestimientos
que puedan dificultar el asentamiento de la aleta nueva.
8. En todas las juntas que van a
soldarse por puntos de resistencia, se aplicará por su cara interna una
imprimación anticorrosiva al cinc.
9. Se toman las medidas correspondientes sobre el vehículo para
trasladarlas a la pieza de recambio. Dado que al trasladar la medida al
recambio el corte está muy próximo a su borde, no se
procederá a cortar la pieza, reubicando la línea sobre la carrocería.
10. Con una cinta de enmascarar se
delimita la zona, a fin de realizar el corte definitivo y con un disco de
Clean´n Strip se elimina la pintura, para facilitar los procesos de soldadura
MIG/MAG.
11. Con una punzonadora se realizan
sobre el recambio los taladros necesarios para soldar por MIG a tapón en
aquellas zonas que no puede emplearse la zona por puntos de resistencia.
12. Se elimina la pintura en aquellas
zonas de las pestañas de la carrocería que van a estar en contacto con los
electrodos y se presenta la aleta, comprobándose su ajuste con el portón
trasero.
13. Dicha comprobación se realiza
también con el otro elemento adyacente a la misma, como es la puerta trasera.
14. La línea de soldadura de la
custodia se lleva a cabo mediante soldadura MIG/MAG en la modalidad de cordón
continuo a intervalos.
15. El resto de las pestañas se
soldaran por puntos de resistencia, excepción hecha de aquellas en que por
problemas de accesibilidad se deberá recurrir a puntos de MIG a tapón.
16. Se limpia la zona de la línea de
empalme de la custodia para facilitar el proceso de estañado. La aplicación de
una fina película de estaño se efectúa para facilitar el estaño de relleno.
17. Modelado de la masa de estaño con
la espátula de madera impregnada en parafina y eliminación del material
sobrante y detección de faltas con la lima de carrocero.
18. En el caso de no existir faltas,
se pasará a realizar la operación de acabado con ayuda de una radial. Esta
operación se efectúa con un lijado manual en las zonas con quebrantos
inaccesibles para la radial.
19. Comprobación final de todo el
trabajo, dando por concluida la operación en la zona de carrocería.
ACONTINUACION UNOS VIDEOS REALCIONADOS CON SUSTITUCIONES, DONDE VIENE EXPLICADOS PASO POR PASO ZONAS AFECTADAS, ZONAS DE SUSTITUCION Y OTRAS...
No hay comentarios:
Publicar un comentario